德国磨齿机设备的日常维护保养,检查和评定操作工人维护设备程度的内容和方法。操作工人对设备的维护程度直接影响设备的使用寿命和安全性。因此,需要对操作工人进行检查和评定,以确保他们对设备的维护达到要求。检查和评定的内容和方法应根据实际情况进行制定,可以包括对操作工人的培训和考核。总之,德国磨齿机设备的日常维护保养非常重要,可以延长设备的使用寿命,***工作环境的安全和舒适。维护规程应包括设备的作业内容、作业方法、使用的工器具及材料、达到的标准及注意事项,日常检查维护及定期检查的部位、方法和标准,以及检查和评定操作工人维护设备程度的内容和方法。只有坚持执行维护规程,才能确保设备的正常运行和安全性。合理选择德国磨齿机砂轮的组织和尺寸,可提高生产效率和降低表面粗糙度。无锡哪里有德国KAPP卡普磨齿机

德国磨齿机砂轮的组织是指由磨粒、结合剂和气孔三部分组成的比例关系。一般以磨粒所占砂轮体积的***比来进行分级。砂轮的组织状态可以分为紧密、中等和疏松三种,细分成0-14号共15个级别。组织号越小,磨粒所占比例越大,砂轮越紧密;相反,组织号越大,磨粒比例越小,砂轮越疏松。为了提高砂轮的圆周速度,砂轮的外径应尽可能选择大一些。这样可以提高磨削加工的生产率和表面粗糙度。此外,在机床刚度和功率允许的条件下,选择宽度较大的砂轮同样可以提高生产率和降低粗糙度。然而,在磨削热敏性高的材料时,为了避免工件表面的***和裂纹的产生,砂轮的宽度应适当减小。总之,德国磨齿机砂轮的组织对于磨削加工的效果至关重要。通过合理选择砂轮的组织状态和尺寸,可以提高生产效率,降低表面粗糙度,并避免对工件的损伤。无锡哪里有德国KAPP卡普磨齿机德国磨齿机间断性故障:只是短期内丧失某些功能,稍加修理调试就能恢复。
德国磨齿机的保养:1.床身滑动导轨处应良好润滑,在滑块端周围涂以黄脂油便可。左右滑块中段采用油杯润滑,每工作24小时向油杯加注润滑油一次;2.压滚轴表面应保持良好润滑,每工作24小时向压滚轴油孔加注黄油一次;3.油箱里油应保持清洁,首先次运行500小时左右应换油一次,以后,每工作300小时换油一次;4.初级滤油网,每半年应取下清洗一次(注意不要弄坏);5.清洁计算机的键盘、驱动器和显示器以及放大器、集成电路和传感器应保持清洁,每班工作结束应清扫干净。
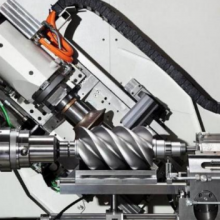
德国磨齿机及其磨削方法?目前,现有磨齿机修磨锯片齿前后角的工作过程如下:操作人员首先将锯片齿的前角对准磨齿机的磨齿。磨齿机并将其固定在磨齿机的工作台上,然后使磨齿机工作,并带动磨齿对锯片的齿前角进行磨削,直到磨齿的前角锯片完全磨光;然后,操作人员使锯片的齿磨锐,使齿的后角朝向磨齿机的磨齿,然后固定锯片,带动磨齿磨削锯齿的后角锯条直至锯条齿的后角完成;齿前角的侧角对着磨齿机的磨齿,然后将锯片固定,再带动磨齿磨削锯片前角的侧角,直到锯片前角的侧角被磨尖。完成后;操作人员使锯片齿后角的侧角正对磨齿机的磨齿,然后固定锯片,带动磨齿磨削锯后角的侧角直到锯片的齿被磨尖。直到后角的边角磨尖,然后锯片的磨尖就完成了。德国磨齿机维护工作基本做到三化,即规范化、工艺化、制度化。
对于成型德国磨齿机来说,通过观察磨齿机电流变化及选择合适的磨削参数可以及早发现并有效避免磨削裂纹的产生。影响可磨性的条件有:材料、材料批次的质量、硬度、热处理质量、磨削油和磨削油供给、砂轮技术参数、修整刀具和修整条件等,在磨削工艺参数设定上要根据齿轮的实际状况,如模数、齿数、齿宽、齿面硬度、齿面组织成分、齿根圆角状况等,选在合适的砂轮粒度、砂轮线速度、冲程速度、冲程数、磨量及砂轮修磨次数等。一般对于大模数、大齿宽的齿轮应选择粒度较粗的砂轮,砂轮线速度、冲程速度、磨量要小,冲程数要少,砂轮修磨次数要多,并加大冷却液流量,避免产生磨削裂纹;前几圈一定要注意观察电流变化情况及齿面有无***现象,如电流变大或齿面有***情况,就要及时停机修改磨削参数。德国磨齿机制造商通过优化滚刀的结构和参数,提高滚齿机的稳定性和传动刚度。无锡哪里有德国KAPP卡普磨齿机
德国磨齿机通过机载测量系统的配备,实现了磨齿加工的***性和自动化。无锡哪里有德国KAPP卡普磨齿机
不当选择成型磨齿机的成型磨时砂轮及修整参数和工艺参数,会导致磨削过程中产生大量热量。特别是当这些热量无法及时被磨粒和冷却液带走时,会在磨削区域产生超过回火温度的过热,从而形成回火或产生超过加热奥氏体的过热,导致金相组织及应力发生变化,进而引发磨削***和裂纹的产生。这只是磨削***和裂纹产生的原因之一,还有其他许多原因需要在磨齿前注意热处理的影响和工艺编排,以避免与轮齿精度相关工序的不当操作。对于噪声超过***规定的机床,应采取降低噪声的措施。无锡哪里有德国KAPP卡普磨齿机